
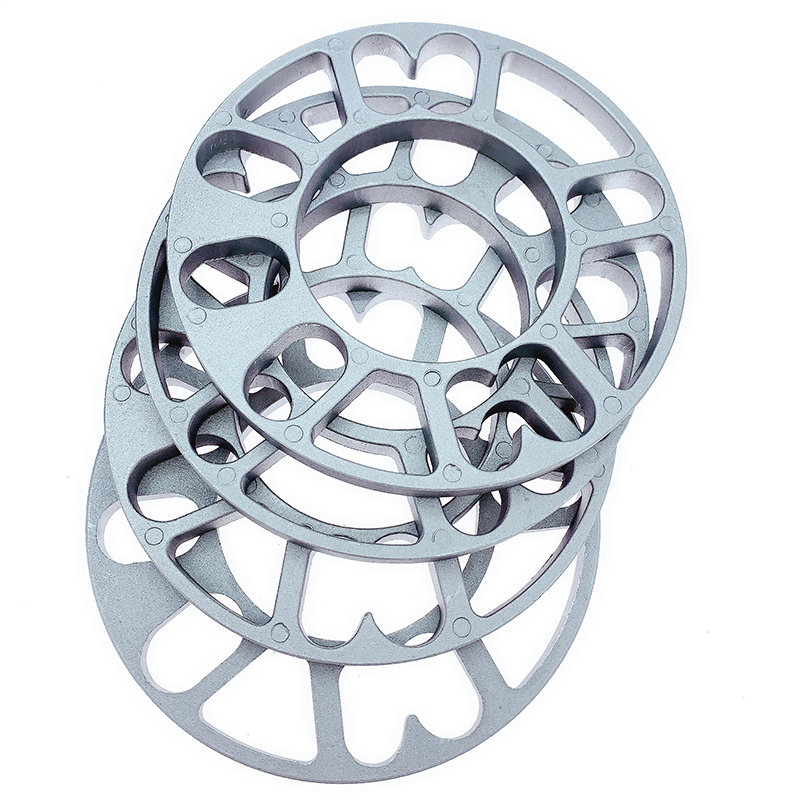


Mold A356 Aluminum Wheels Precision Die Casting Parts
● ET Spacer Advantage is suitable for all models, avoiding brakes and solving the problem of wheel touching caliper.
Size: 3mm, 5mm, 6mm, 8mm, 10mm
● Please consult customer service for details:
Weight: 3mm-0.05kg/piece
5mm-0.10kg/piece
8mm-0.15kg/pc, 10mm-0.17kg/pc
6mm-0.15kg/piece
Classification: Aluminum Alloy Die Casting Auto Parts
Keywords: Car wheel modification widening / wheel ET piece / friction / spacer / flange aluminum alloy
- TOPCASTING
- xiamen
- 25-40 days
- 6000 Pieces per Month
Details
PRODUCT DETAIL
Price
According to the specific process and surface treatment decision
Quantity Cost
1 Unit $0.50 – $18 / Unit
Shipping Details
Port: Xiamen or Guangzhou Transportation: Ocean; Air; Land
Key Features
High finish appearance, smooth surface roughness is Ra1.6 after machining.
The machining precision is high and the assembly structure is seamless.
No granules, no spots, and no paint peel-off in appearance.
Smooth appearance, corrosion resistance.
Material
AluminumADC12,ADC10,A360,A356,A380,A413,B390,EN47100,EN44100Magnesium alloy AZ91D, AM60B Zinc alloy ZA3#,ZA5#,ZA8, Depond on cusomer requested
Process
Mold design-Mold fabrication- Die casting- Deburring-Machining-Finish-Packing
Certification
ISO9001
Finish
1. Blasting 2. Anodize 3. Electrophoresis 4. Powder coating 5. Chromizing
Packaging Details
1. Each in bubble bag 2. Special carton 3. Pallet 4. Wooden Case
Specifications
| Dimensions | Customized |
| Color | Metal Colors Available |
| Technology | High Pressure Die Casting, CNC, CMM Measure, Painting |
| Surface treatment | Polishing, Electroplating, Sandblasting, Anodizing |
| Application | Automobile,For 4-hole and 5-hole hubs PCD range 4*100 4*108 4*114.3 5*100 5*108 5*112 5*114.3 5*115 5*120 |
Die casting
Application fields of aluminum die casting
The processing industry often maximizes the performance of materials and applies the value of materials to your project at a low price.

Communication equipment
Aluminum can stand high temperate environments, for its great electricity and shielding properties. Its die-casting parts are widely used in network construction, telecommunication infrastructure, and the computer industry, primarily aluminum has a good performance in heat dissipation of radio-frequency filter shells.

Auto Parts
Die-cast aluminum parts offer high strength and hardness, contributing to improved fuel efficiency in cars by reducing overall weight.

Industrial machinery and equipment accessories
Excellent corrosion resistance, small parts in various industrial machinery and equipment, electronic connectors, and shell components can all be produced through die casting.

Street lamp housing, home hardware
Its good stiffness, durability, and light weight make it very suitable for the use of common objects
Technological capabilities
| Minimum possible weight of the part | Zinc alloy 0.003g, aluminum alloy 0.005g. |
| Maximum possible weight of the part | Zinc alloy 10Kg, aluminum alloy 5Kg. For details, please refer to the product structure. |
| Minimum possible sizes of the part | unlimited |
| Maximum possible sizes of the part | Zinc alloy 3600c㎡, aluminum alloy 6400c㎡. |
| Minimum possible wall thickness | Zinc alloy 0.8mm, Aluminum alloy 1.0mm. |
| Maximum possible wall thickness | Normal 3mm partial 10mm zinc-aluminum castings are the same. |
| Tolerance class for casting | ±0.03 depends on the size and structure of the product. |
| Minimum possible batch | 2000 molds/batch, except for new product trial molds. |
Production equipment
| Hot Chamber Die Casting Machine | Grinder | Vertical machining center | Flat grinder |
| Cold Chamber Die Casting Machine | Drilling machine | Carving machine | Electric punch |
| CNC milling machine | punch | Desktop drilling & tapping machine | Hydraulic press |
| CNC spark machine | Semi-automatic hydraulicpress | Sawing machine | Gear punching machine |
| Milling machine | CNC lathes | Shot blasting machine | Assembly production capacity |
Abstract
The present invention discloses a process for casting a type 8356 A356 aluminum alloy wheel and a heat treatment process. The process comprises the following steps: a. Adopting a metal mold low-pressure casting process in which the pouring temperature is between 690 and 735 degrees Celsius and the preheating temperature of the mold is between 250 and 350 degrees Celsius; b. Thinning in a melting furnace to adjust the content of iron and silicon in the aluminum liquid, metamorphosing in a refining ladle, and nitrogen blowing refining outside the furnace to adjust the content of magnesium, strontium and titanium in the aluminum liquid; c. Adding cooling tubes to a thick hub in a part of the wheel hub to add cooling tubes for rapid cooling and fill the periphery of the side molds with heat-insulating cotton to slow down the cooling rate of the middle part of the rim for orderly solidification; and d. Cooling the wheel castings and placing the wheel castings into the heat-treatment kiln for solution and aging treatment. In this process, suitable pouring temperature and reasonable cooling measures are adopted to effectively achieve feeding and shrinkage of the castings; during the pouring process, a strainer is set on the riser pipe to effectively prevent inclusions; and the product quality of Model 8356 A356 aluminum alloy wheel castings is ensured through the control of key process parameters.
Tags
Get the latest price? We will reply as soon as possible (within 12 hours)